
PRODUCTS
The company is a manufacturer engaged in the research and development of pipe processing equipment. We have always been committed to designing and manufacturing advanced CNC pipe bending machines, single head hydraulic pipe bending machines, double head hydraulic pipe bending machines, circular pipe machines, automatic pipe cutting machines, metal circular saws, pipe end forming machines, chamfering machines, aluminum cutting machines and other pipe processing equipment.
‹

›
‹
›
1. The structure of the machine: 1) bed part 2) feeding part 3) tube part 4) mold change part Points 5) Main drive part 6) clamping part 7) Guide part 8) mandrel mechanism 9) Hydraulic system 10)Electrical system 11) mold part 12) foundation part
2. Bed part: the bed part is a bending and welding structure, which is the carrier of other parts. Its structure plays a force balance, making the whole machine beautiful and generous in appearance.
3. Feeding part: The feeding part is any linear distance between the first bend and the second bend 0.1-2200mm length, and the feeding accuracy is repeated to 0.1mm.
4. Rotating tube part: The rotating tube part is arbitrarily set for the three-dimensional space Angle of 0.1-360 °, and the accuracy can reach ±0.1° repeatedly.
5. Mold change part: The mold change part is a tube with three different bending radii or linear short sections, can be 1R/2R/3R free mold change, so that three radii different effects.
6. Main transmission part: the main transmission part is driven by the servo, to achieve the bending arm rotation, bending the pipe, fast speed, precision, high efficiency.
7. Clamping part: The clamping mechanism adopts the flat push type up and down clamping, the advantage is that there is no interference in the pipe feeding and bending arm bending, and the clamping force is large, the pipe is not easy to slip, the pipe clamp rotates with the spindle, so that the mold and the pipe rotate the bending pipe at the same time.
8. Guide part: The guide mechanism supports the straight part of the pipe during the bending process, and the pipe moves forward with the guide mold during the bending process. The clamping action of the clamping guide mechanism is bent by a connecting rod mechanism driven by the hydraulic cylinder, and the throttle valve can adjust the flow of the cylinder to synchronize with the bending pipe.
9. Mandrel mechanism: The mandrel mechanism is located at the back of the bed, the mandrel bending radius can be adjusted through the screw drive, the mandrel action is realized by the mandrel cylinder, and the lead distance of the mandrel can be adjusted through an adjusting nut, and the bed is equipped with a mandrel support device to support the mandrel and pipe fittings, such as core-free bending, the mandrel will be removed.
10. Hydraulic system: The main control components of the hydraulic system of the machine adopt advanced hydraulic components, the hydraulic system adopts the integrated channel block structure, the hydraulic pipeline activity connection with high pressure hose, and the use of U-shaped quick assembly joint, so as to eliminate the system leakage phenomenon, improve the stability of the hydraulic system.
11. Electrical system: The electrical system of the pipe bending machine is powered by 50Hz, 380V three-phase AC power supply, and the control line is powered by 380/110V control transformer, which is used to control the work of contactors, intermediate relays and solenoid valves. The main electrical components are selected from internationally renowned manufacturers. All the control button switches are installed on the mobile operating platform. Through the buttons on the operating table, the point and single action of the bending movement rod, guiding, clamping, bending and other mechanisms can be realized in time, which is convenient for machine debugging and maintenance.
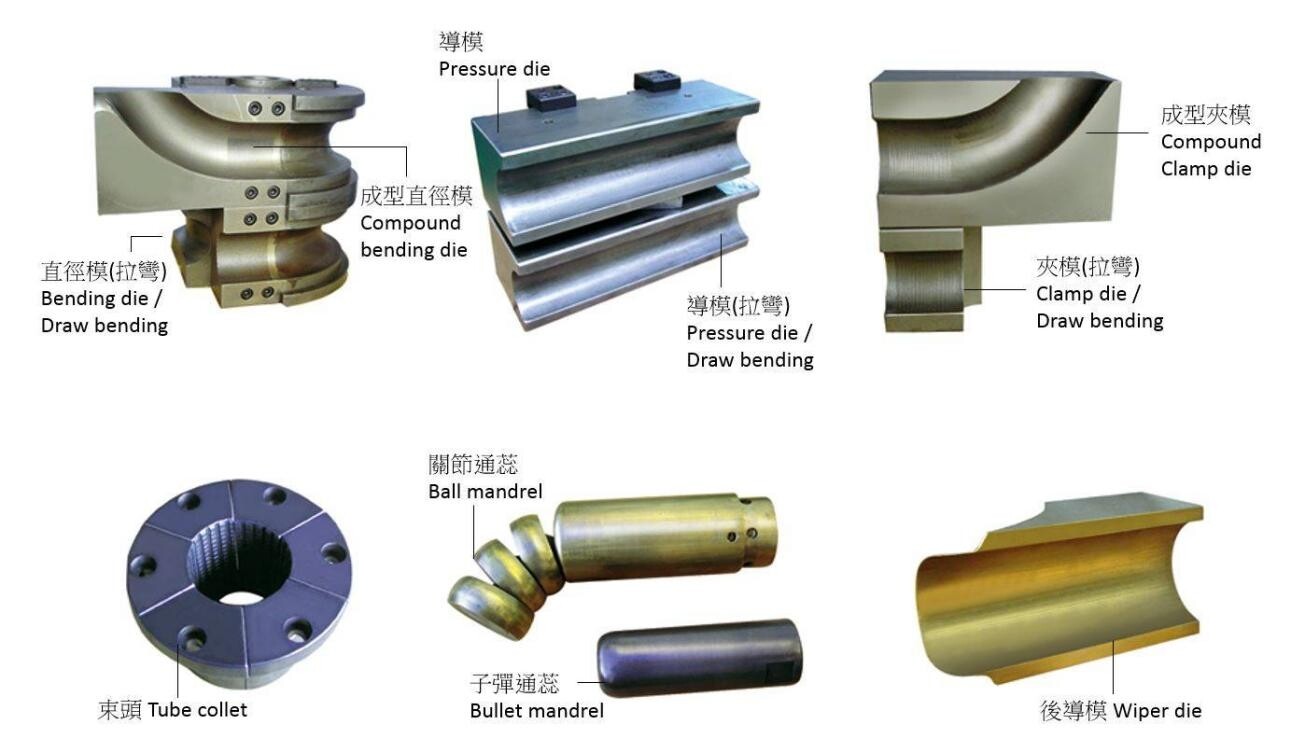
12. Mold part: The mold of the machine is composed of pipe bending die, movable jaws, guided pressure die, core, etc., and anti-wrinkle plate and soft core head can also be added according to the needs of users and actual pipe bending to improve the bending quality of the pipe.
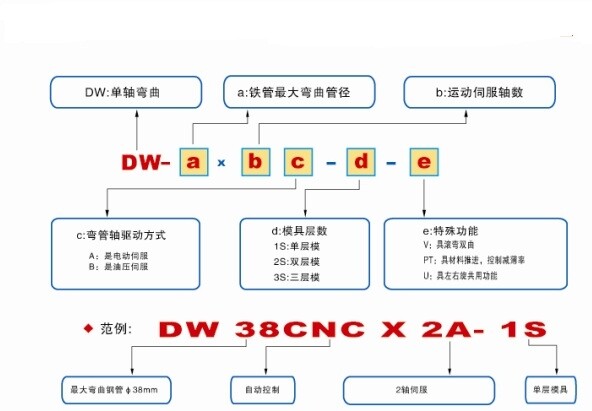
In this model DW90CNC-6A-3S, DW stands for single-head pipe bending machine, 90 stands for maximum bending pipe diameter, 6A stands for 6-axis servo, and 3S stands for three-layer mold.
Configuration table
Configuration table
Abrasives reference drawing
Product testing and processing equipment

Standard display text: Chinese/English switch. (Other text can be changed as required)
Maximum bending program memory capacity of 500 groups, each group can be programmed up to 16 bends. (Expandable)
Directly input the bending processing parameters, the machine can be executed in a single step during automatic operation, can be suspended, so that the bending of special pipe can be manually intervened, but also can resume automatic operation. At the same time, it has the pause function, with automatic and manual functions, and starts with the switch when running the next cycle after one cycle, and uses the emergency stop button when you need to stop.
Operating program and bending program memory storage time is unlimited, will not be caused by power failure or long-term non-use caused by program loss.
While the machine performs automatic processing, the controller can still input or edit programs.
With XYZ socket value to YBC processing value conversion function, convenient for operators to use.
The bending program can set a total of ten speed of 0-9 action of each shaft in each processing step, so as to flexibly use for different working objects and improve work efficiency. An external speed knob is also provided to reduce or increase the processing speed at any time as required.
Automatic with pull back feed and reciprocating feed function for switching to meet different pipe processing needs.
Equipped with processing quantity and processing time counting function.
Absolute origin system, restart every morning or after rest, without complicated procedures to find the origin of each axis can immediately enter the work standby state.
The screen synchronously displays the position and bending Angle of each action shaft of the machine.
The control program has a text display function of automatic error detection and countermeasures, and the information of machine failure or illogical operation is directly displayed on the screen, with repair methods to prevent human operation errors from damaging the machine and relatively reduce the difficulty of maintenance. The above automatic detection of different alarm message records can be automatically stored for future maintenance reference.
Automatic or manual mode setting function according to the different nature of the work, set a variety of different working modes such as with or without core, auxiliary push and other different states, improve production efficiency.
With multiple delay parameter Settings, the most appropriate time difference can be set for each action shaft to meet the needs of various bending changes.
With the automatic detection function of each button and circuit output/input board, it can easily find the possible fault location.
The machine has automatic lubrication system to protect the machine transmission parts and improve the service life of the machine.
Closed-loop control is adopted.
 Single head hydraulic pipe bender DW219NCThe structure of the machine consists of 8 parts: Bed part, main drive part, clamping part, guide part, mandrel mechanism, hydraulic system, electrical system, mold part, the feeding part and the corner part.
Single head hydraulic pipe bender DW219NCThe structure of the machine consists of 8 parts: Bed part, main drive part, clamping part, guide part, mandrel mechanism, hydraulic system, electrical system, mold part, the feeding part and the corner part.- Single head hydraulic pipe bender DW168NCThe structure of the machine consists of 8 parts: Bed part, main drive part, clamping part, guide part, mandrel mechanism, hydraulic system, electrical system, mold part, the feeding part and the corner part.
 Single head hydraulic pipe bender DW130NCThe structure of the machine consists of 8 parts: Bed part, main drive part, clamping part, guide part, mandrel mechanism, hydraulic system, electrical system, mold part, the feeding part and the corner part.
Single head hydraulic pipe bender DW130NCThe structure of the machine consists of 8 parts: Bed part, main drive part, clamping part, guide part, mandrel mechanism, hydraulic system, electrical system, mold part, the feeding part and the corner part. DW130CNC-2A-1S Automatic high precision servo pipe bending machineThe structure of the machine includes the bed part, the main transmission part, the clamping part, the guide part, the mandrel mechanism, the hydraulic system, the electrical system, the mold part, the feeding part and the corner part.
DW130CNC-2A-1S Automatic high precision servo pipe bending machineThe structure of the machine includes the bed part, the main transmission part, the clamping part, the guide part, the mandrel mechanism, the hydraulic system, the electrical system, the mold part, the feeding part and the corner part.


